Videos
Maxwell Company produces a variety of kitchen appliances, including cooking ranges and dishwashers. Over the past several years, competition has intensified. In order to maintain—and perhaps increase—its market share, Maxwell’s management decided that the overall quality of its products had to be increased. Furthermore, costs needed to be reduced so that the selling prices of its products could be reduced. After some investigation, Maxwell concluded that many of its problems could be traced to the unreliability of the parts that were purchased from outside suppliers. Many of these components failed to work as intended, causing performance problems. Over the years, the company had increased its inspection activity of the final products. If a problem could be detected internally, then it was usually possible to rework the appliance so that the desired performance was achieved. Management also had increased its warranty coverage; warranty work had been increasing over the years.
David Haight, president of Maxwell Company, called a meeting with his executive committee. Lee Linsenmeyer, chief engineer; Kit Applegate, controller; and Jeannie Mitchell, purchasing manager, were all in attendance. How to improve the company’s competitive position was the meeting’s topic. The conversation of the meeting was recorded as seen on the following page:
DAVID: We need to find a way to improve the quality of our products and at the same time reduce costs. Lee, you said that you have done some research in this area. Would you share your findings?
LEE: As you know, a major source of our quality problems relates to the poor quality of the parts we acquire from the outside. We have a lot of different parts, and this adds to the complexity of the problem. What I thought would be helpful would be to redesign our products so that they can use as many interchangeable parts as possible. This will cut down the number of different parts, make it easier to inspect, and cheaper to repair when it comes to warranty work. My engineering staff has already come up with some new designs that will do this for us.
JEANNIE: I like this idea. It will simplify the purchasing activity significantly. With fewer parts, I can envision some significant savings for my area. Lee has shown me the designs so I know exactly what parts would be needed. I also have a suggestion. We need to embark on a supplier evaluation program. We have too many suppliers. By reducing the number of different parts, we will need fewer suppliers. And we really don’t need to use all the suppliers that produce the parts demanded by the new designs. We should pick suppliers that will work with us and provide the quality of parts that we need. I have done some preliminary research and have identified five suppliers that seem willing to work with us and assure us of the quality we need. Lee may need to send some of his engineers into their plants to make sure that they can do what they are claiming.
DAVID: This sounds promising. Kit, can you look over the proposals and their estimates and give us some idea if this approach will save us any money? And if so, how much can we expect to save?
KIT: Actually, I am ahead of the game here. Lee and Jeannie have both been in contact with me and have provided me with some estimates on how these actions would affect different activities. I have prepared a handout that includes an activity table revealing what I think are the key activities affected. I have also assembled some tentative information about activity costs. The table gives the current demand and the expected demand after the changes are implemented. With this information, we should be able to assess the expected cost savings.
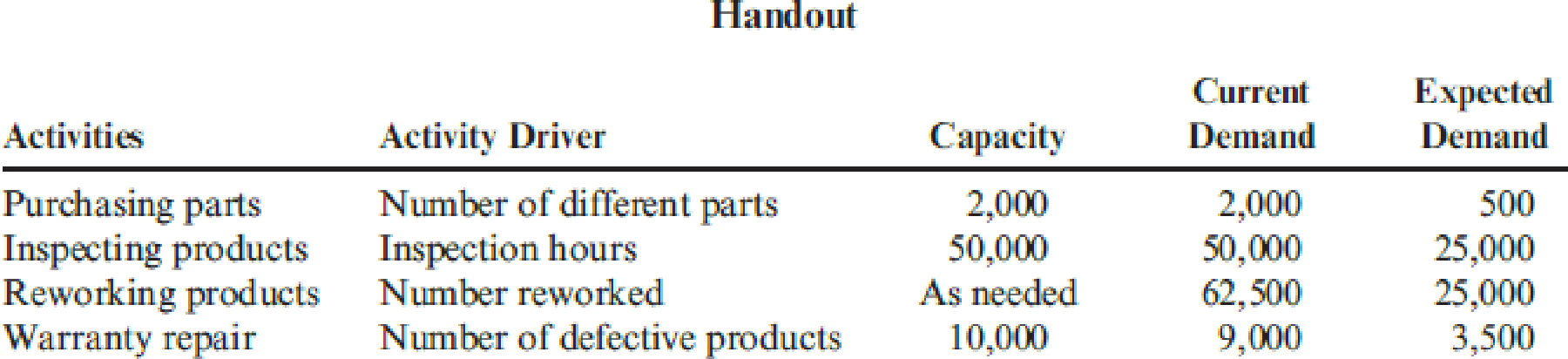
Additionally, the following activity cost data are provided:
Purchasing parts: Variable activity cost: $30 per part number; 20 salaried clerks, each earning a $45,000 annual salary. Each clerk is capable of processing orders associated with 100 part numbers.
Inspecting parts: Twenty-five inspectors, each earning a salary of $40,000 per year. Each inspector is capable of 2,000 hours of inspection.
Reworking products: Variable activity cost: $25 per unit reworked (labor and parts).
Warranty: Twenty repair agents, each paid a salary of $35,000 per year. Each repair agent is capable of repairing 500 units per year. Variable activity costs: $15 per product repaired.
Required:
- 1. Compute the total savings possible as reflected by Kit’s handout. Assume that resource spending is reduced where possible.
- 2. Explain how redesign and supplier evaluation are linked to the savings computed in Requirement 1. Discuss the importance of recognizing and exploiting internal and external linkages.
- 3. Identify the organizational and operational activities involved in the strategy being considered by Maxwell Company. What is the relationship between organizational and operational activities?
1.
Calculate the total savings that are possible by assuming that resource spending can be reduced where ever possible.
Explanation of Solution
Strategic cost management: “Strategic cost management” is the process of managing and understanding the cost relationships among the activities in an “organization's value chain” for the benefit of the firm.
Internal linkages: Internal linkages explain the relationship between activities that are carried out within a company’s section of the “value chain”.
External linkages: External linkages explain the relationship of a company’s value-chain activities that are carried out with its “suppliers and customers”.
Calculate the total savings:
| Savings | Amount |
| Purchasing | $720,000(1) |
| Inspecting | $480,000(3) |
| Reworking | $937,500(5) |
| Warranty | $537,500(6) |
| Total | $2,675,000 |
Table (1)
Therefore, the amount of total savings is $2,675,000.
Working notes:
(1)Calculate the savings for purchasing parts:
Note:
(2)Calculate the number of clerks required for purchasing parts:
(3)Calculate the savings for inspecting:
(4)Calculate the number of inspectors required for inspecting:
Note:
(5)Calculate the savings for reworking:
Note:
(6)Calculate the savings for warranty:
Note:
(7)Calculate the number of agents required for warranty:
(8)Calculate the number of defective units:
2.
Explain the manner in which redesign and supplier evaluation are linked to the savings computed in requirement 1 and state the significance of recognizing and exploiting internal and external linkages.
Explanation of Solution
- The redesign decreases the number of different parts by manufacturing products that use interchangeable parts. This lowers the purchasing activity’s demand and, together, it makes easier for establishing improvements that are related to quality.
- Assessment of suppliers can identify the suppliers who are voluntarily willing and have the ability to produce defect-free parts. The demand for “rework, inspection and warranty” decreases since the number of defect-free parts increases.
- This illustration explains the significance of both “internal and external linkages” by relating the internal activity, redesign, to activities such as “purchasing, inspection, rework, and warranty”.
3.
Identify the organizational and operational activities involved in the strategy and state the relationship between organizational and operational activities.
Explanation of Solution
- The operational activities involve “designing, evaluating suppliers, inspecting, purchasing, rework, and warranty” and other connected organizational activities involve “complexity, providing quality, and designing and producing quality”.
- Organizational activities can identify the “day-to-day business activities” carried out the firm. Conversely, it can imply or specify organizational activities that require improvisation.
- In this illustration, difficulty is reduced by decreasing the number of different parts. Emphasize is given to “total quality and engineering design” for decreasing difficulty. Therefore, it can be said that there exists a circular relationship among “organizational and operational activities”.
Want to see more full solutions like this?
Chapter 11 Solutions
Cornerstones of Cost Management (Cornerstones Series)


- Quality Industries manufactures large workbenches for industrial use. Yewell Hartnet, the Vice President for marketing at Quality Industries, concluded from market analysis that sales were dwindling for Quality's workbenches due to aggressive pricing by competitors. Quality's workbench sells for $1,690 whereas the competition's comparable workbench sells for $1,500. Yewell determined that a price drop to $1,500 would be necessary to protect its market share and maintain an annual sales level of 14,100 workbenches. Cost data based on sales of 14,100 workbenches: Budgeted Quantity Actual Quantity Actual Cost Direct materials (pounds) 180,500 173,500 $ 3,455,500 Direct labor (hours) 75,000 74,250 827,750 Machine setups (no. of setups) 1,450 1,100 255,500 Mechanical assembly (machine hours) 31,150 284,000 3,761,000 If the profit per unit is maintained, the target cost per unit is (rounded to the nearest whole dollar):arrow_forwardTool Industries manufactures large workbenches for industrial use. Sam Hartnet, the Vice President for marketing at Tool Industries, concluded from market analysis that sales were dwindling for Tool's workbenches due to aggressive pricing by competitors. Tool's workbench sells for $1,140 whereas the competition's comparable workbench sells for $1,060. Sam determined that a price drop to $1,060 would be necessary to protect its market share and maintain an annual sales level of 13,000 workbenches.Cost data based on sales of 13,000 workbenches: Budgeted Quantity Actual Quantity Actual Cost Direct materials (pounds) 175,000 168,000 $ 3,450,000 Direct labor (hours) 72,800 71,500 825,000 Machine setups (number of setups) 900 880 250,000 Mechanical assembly (machine hours) 273,000 281,250 3,750,000 If the profit per unit is maintained, the target cost per unit is (rounded to the nearest whole dollar): Multiple Choice $489. $557. $516. $424.…arrow_forwardTool Industries manufactures large workbenches for industrial use. Sam Hartnet, the Vice President for marketing at Tool Industries, concluded from market analysis that sales were dwindling for Tool's workbenches due to aggressive pricing by competitors. Tool's workbench sells for $1,440 whereas the competition's comparable workbench sells for $1,300. Sam determined that a price drop to $1,300 would be necessary to protect its market share and maintain an annual sales level of 13,600 workbenches. Cost data based on sales of 13,600 workbenches: Budgeted Quantity Actual Quantity Actual Cost Direct materials (pounds) 178,000 171,000 $ 3,453,000 Direct labor (hours) 74,000 73,000 826,500 Machine setups (number of setups) 1,200 1,000 253,000 Mechanical assembly (machine hours) 29,400 282,750 3,756,000 The current cost per unit is (rounded to the nearest whole dollar): Multiple Choice $560. $495. $437. $609. $417.arrow_forward
- Zodiac Sound Company manufactures audio systems, both made-to-order and mass-produced systems that are typically sold to large- scale manufacturers of electronics equipment. For competitive reasons, the company is trying to increase its manufacturing cycle efficiency (MCE) measure. As a strategy for improving its MCE performance, the company is considering a switch to JIT manufacturing. While the company managers have a fairly good feel for the costs of implementing JIT, they are unsure about the benefits of such a move, both in financial and nonfinancial terms. To help inform the ultimate decision regarding a move to a JIT system, you've been asked to provide some input. Fortunately, you've recently attended a continuing professional education (CPE) workshop on the costs and benefits of moving to JIT and therefore feel comfortable responding to management's request. Required: 3. Given the estimated data below, calculate the MCE for both the current manufacturing process and the…arrow_forwardZodiac Sound Company manufactures audio systems, both made-to-order and mass-produced systems that are typically sold to large- scale manufacturers of electronics equipment. For competitive reasons, the company is trying to increase its manufacturing cycle efficiency (MCE) measure. As a strategy for improving its MCE performance, the company is considering a switch to JIT manufacturing. While the company managers have a fairly good feel for the costs of implementing JIT, they are unsure about the benefits of such a move, both in financial and nonfinancial terms. To help inform the ultimate decision regarding a move to a JIT system, you've been asked to provide some input. Fortunately, you've recently attended a continuing professional education (CPE) workshop on the costs and benefits of moving to JIT and therefore feel comfortable responding to management's request. Required: 3. Given the estimated data below, calculate the MCE for both the current manufacturing process and the…arrow_forwardSuppose that Adriana’s decision was prompted mostly by the desire to receivethe computer quickly. Informed that it was losing sales because of the longertime to produce and deliver its products, the management of the company producing Drantex decided to improve delivery performance by improving its internal processes. These improvements decreased the number of defective units andthe time required to produce its product. Consequently, delivery time and costsboth decreased, and the company was able to lower its prices on Drantex.Explain how these actions translate into strengthening the competitive positionof the Drantex PC relative to the Confiar PC. Also discuss the implications forthe management accounting information system.arrow_forward
- Pain is Good Company manufactures a line of premium hot sauces. The company’s managers would like to increase the operating income generated from its best selling sauce Rajin’ Cajun. The product’s sales staff is doubtful that the current customer base would accept a price increase. However, they are confident that the product’s customer base can be expanded without incurring any additional costs. Management has concluded after consulting with key members of the product’s manufacturing and sales teams that all costs for the product line are currently at the lowest level possible. Given the following information for the Rajin’ Cajun line, what is management’s best option for increasing the product line’s operating income by $10,000? Sales Price . . . $5.00 Unit Fixed Cost at current sales volume . . . $0.50 Total Variable Costs at current sales volume . . . $8,750 Current Sales Volume . . . 5,000 units A. Eliminate fixed costs and decrease variable cost per…arrow_forwardABC Corporation has recently completed a project to reduce total production costs by 5%. Net income has risen as a result, but the stock price has suffered from recent public disclosures about faulty products. The vice president for manufacturing and the controller are concerned that their successful cost-cutting efforts have resulted in lower market valuation. They are beginning to understand that product quality has a cost component and they have asked you, a CMA, to explain the concept of “cost of quality'" to them. A. Define, categorize, and give examples of the "cost of quality." B. What is value chain analysis and how could this impact the company's evaluation of costs? C. What other business process improvement tools may benefit the company?arrow_forwardBenchmark Industries manufactures large workbenches for industrial use. Wally Garcia, the vice president for marketing at Benchmark, has concluded from his market analysis that sales are dwindling for Benchmark's standard table because of aggressive pricing by competitors. Benchmark's table sells for P875 whereas the competition's comparable table is selling in the P800 range. Garcia has determined that dropping price to P800 is necessary to regain the firm's annual market share of 10,000 tables. Cost data based on sales of 10,000 tables are: Budgeted Amount 400,000 sq. ft. 85,000 hrs. 30,000 hrš: 320,000 hrs. Actual Amount Actual Cost 425,000 sq. ft. 100,000 hrs. 30,000 hrs. - 320,000 hrs. Direct materials Direct labor Machine setups Mechanical assembly P2,700,000 1,000,000 300,000 4,000,000arrow_forward
- At the beginning of the last quarter of 20x1, Youngston, Inc., a consumer products firm, hired Maria Carrillo to take over one of its divisions. The division manufactured small home appliances and was struggling to survive in a very competitive market. Maria immediately requested a projected income statement for 20x1. In response, the controller provided the following statement: After some investigation, Maria soon realized that the products being produced had a serious problem with quality. She once again requested a special study by the controllers office to supply a report on the level of quality costs. By the middle of November, Maria received the following report from the controller: Maria was surprised at the level of quality costs. They represented 30 percent of sales, which was certainly excessive. She knew that the division had to produce high-quality products to survive. The number of defective units produced needed to be reduced dramatically. Thus, Maria decided to pursue a quality-driven turnaround strategy. Revenue growth and cost reduction could both be achieved if quality could be improved. By growing revenues and decreasing costs, profitability could be increased. After meeting with the managers of production, marketing, purchasing, and human resources, Maria made the following decisions, effective immediately (end of November 20x1): a. More will be invested in employee training. Workers will be trained to detect quality problems and empowered to make improvements. Workers will be allowed a bonus of 10 percent of any cost savings produced by their suggested improvements. b. Two design engineers will be hired immediately, with expectations of hiring one or two more within a year. These engineers will be in charge of redesigning processes and products with the objective of improving quality. They will also be given the responsibility of working with selected suppliers to help improve the quality of their products and processes. Design engineers were considered a strategic necessity. c. Implement a new process: evaluation and selection of suppliers. This new process has the objective of selecting a group of suppliers that are willing and capable of providing nondefective components. d. Effective immediately, the division will begin inspecting purchased components. According to production, many of the quality problems are caused by defective components purchased from outside suppliers. Incoming inspection is viewed as a transitional activity. Once the division has developed a group of suppliers capable of delivering nondefective components, this activity will be eliminated. e. Within three years, the goal is to produce products with a defect rate less than 0.10 percent. By reducing the defect rate to this level, marketing is confident that market share will increase by at least 50 percent (as a consequence of increased customer satisfaction). Products with better quality will help establish an improved product image and reputation, allowing the division to capture new customers and increase market share. f. Accounting will be given the charge to install a quality information reporting system. Daily reports on operational quality data (e.g., percentage of defective units), weekly updates of trend graphs (posted throughout the division), and quarterly cost reports are the types of information required. g. To help direct the improvements in quality activities, kaizen costing is to be implemented. For example, for the year 20x1, a kaizen standard of 6 percent of the selling price per unit was set for rework costs, a 25 percent reduction from the current actual cost. To ensure that the quality improvements were directed and translated into concrete financial outcomes, Maria also began to implement a Balanced Scorecard for the division. By the end of 20x2, progress was being made. Sales had increased to 26,000,000, and the kaizen improvements were meeting or beating expectations. For example, rework costs had dropped to 1,500,000. At the end of 20x3, two years after the turnaround quality strategy was implemented, Maria received the following quality cost report: Maria also received an income statement for 20x3: Maria was pleased with the outcomes. Revenues had grown, and costs had been reduced by at least as much as she had projected for the two-year period. Growth next year should be even greater as she was beginning to observe a favorable effect from the higher-quality products. Also, further quality cost reductions should materialize as incoming inspections were showing much higher-quality purchased components. Required: 1. Identify the strategic objectives, classified by the Balanced Scorecard perspective. Next, suggest measures for each objective. 2. Using the results from Requirement 1, describe Marias strategy using a series of if-then statements. Next, prepare a strategy map. 3. Explain how you would evaluate the success of the quality-driven turnaround strategy. What additional information would you like to have for this evaluation? 4. Explain why Maria felt that the Balanced Scorecard would increase the likelihood that the turnaround strategy would actually produce good financial outcomes. 5. Advise Maria on how to encourage her employees to align their actions and behavior with the turnaround strategy.arrow_forwardBannister Company, an electronics firm, buys circuit boards and manually inserts various electronic devices into the printed circuit board. Bannister sells its products to original equipment manufacturers. Profits for the last two years have been less than expected. Mandy Confer, owner of Bannister, was convinced that her firm needed to adopt a revenue growth and cost reduction strategy to increase overall profits. After a careful review of her firms condition, Mandy realized that the main obstacle for increasing revenues and reducing costs was the high defect rate of her products (a 6 percent reject rate). She was certain that revenues would grow if the defect rate was reduced dramatically. Costs would also decline as there would be fewer rejects and less rework. By decreasing the defect rate, customer satisfaction would increase, causing, in turn, an increase in market share. Mandy also felt that the following actions were needed to help ensure the success of the revenue growth and cost reduction strategy: a. Improve the soldering capabilities by sending employees to an outside course. b. Redesign the insertion process to eliminate some of the common mistakes. c. Improve the procurement process by selecting suppliers that provide higher-quality circuit boards. Required: 1. State the revenue growth and cost reduction strategy using a series of cause-and-effect relationships expressed as if-then statements. 2. Illustrate the strategy using a strategy map. 3. Explain how the revenue growth strategy can be tested. In your explanation, discuss the role of lead and lag measures, targets, and double-loop feedback.arrow_forwardPosavek is a wholesale supplier of building supplies building contractors, hardware stores, and home-improvement centers in the Boston metropolitan area. Over the years, Posavek has expanded its operations to serve customers across the nation and now employs over 200 people as technical representatives, buyers, warehouse workers, and sales and office staff. Most recently, Posavek has experienced fierce competition from the large online discount stores. In addition, the company is suffering from operational inefficiencies related to its archaic information system. Posavek revenue cycle procedures are described in the following paragraphs. Revenue Cycle Posaveks sales department representatives receive orders via traditional mail, e-mail, telephone, and the occasional walk-in customer. Because Posavek is a wholesaler, the vast majority of its business is conducted on a credit basis. The process begins in the sales department, where the sales clerk enters the customers order into the centralized computer sales order system. The computer and file server are housed in Posaveks small data processing department. If the customer has done business with Posavek in the past, his or her data are already on file. If the customer is a first-time buyer, however, the clerk creates a new record in the customer account file. The system then creates a record of the transaction in the open sales order file. When the order is entered, an electronic copy of it is sent to the customers e-mail address as confirmation. A clerk in the warehouse department periodically reviews the open sales order file from a terminal and prints two copies of a stock release document for each new sale, which he uses to pick the items sold from the shelves. The warehouse clerk sends one copy of the stock release to the sales department and the second copy, along with the goods, to the shipping department. The warehouse clerk then updates the inventory subsidiary file to reflect the items and quantities shipped. Upon receipt of the stock release document, the sales clerk accesses the open sales order file from a terminal, closes the sales order, and files the stock release document in the sales department. The sales order system automatically posts these transactions to the sales, inventory control, and cost-of-goods-sold accounts in the general ledger file. Upon receipt of the goods and the stock release, the shipping department clerk prepares the goods for shipment to the customer. The clerk prepares three copies of the bill of lading. Two of these go with the goods to the carrier and the third, along with the stock release document, is filed in the shipping department. The billing department clerk reviews the closed sales orders from a terminal and prepares two copies of the sales invoice. One copy is mailed to the customer, and the other is filed in the billing department. The clerk then creates a new record in the accounts receivable subsidiary file. The sales order system automatically updates the accounts receivable control account in the general ledger file. CASH RECEIPTS PROCEDURES Mail room clerks open customer cash receipts, reviews the check and remittance advices for completeness, and prepares two copies of a remittance list. One copy is sent with the checks to the cash receipts department. The second copy of the remittance advices are sent to the billing department. When the cash receipts clerk receives the checks and remittance list, he verifies the checks received against those on the remittance list and signs the checks For Deposit Only. Once the checks are endorsed, he records the receipts in the cash receipts journal from his terminal. The clerk then fills out a deposit slip and deposits the checks in the bank. Upon receipt of the remittances, the billing department clerk records the amounts in the accounts receivable subsidiary ledger from the department terminal. The system automatically updates the AR control account in the general ledger Posavek has hired your public accounting firm to review its sales order procedures for internal control compliance and to make recommendations for changes. Required a. Create a data flow diagram of the current system. b. Create a system flowchart of the existing system. c. Analyze the physical internal control weaknesses in the system. d. (Optional) Prepare a system flowchart of a redesigned computer-based system that resolves the control weaknesses that you identified. Explain your solution.arrow_forward
 Cornerstones of Cost Management (Cornerstones Ser...AccountingISBN:9781305970663Author:Don R. Hansen, Maryanne M. MowenPublisher:Cengage Learning
Cornerstones of Cost Management (Cornerstones Ser...AccountingISBN:9781305970663Author:Don R. Hansen, Maryanne M. MowenPublisher:Cengage Learning Accounting Information SystemsAccountingISBN:9781337619202Author:Hall, James A.Publisher:Cengage Learning,
Accounting Information SystemsAccountingISBN:9781337619202Author:Hall, James A.Publisher:Cengage Learning,